
(१)सबैभन्दा पहिले, उच्च उत्पादनको अन्धाधुन्ध खोजीको अर्थ मेसिनको एकल प्रदर्शन र कमजोर अनुकूलन क्षमता हुन्छ, र उत्पादनको गुणस्तरमा गिरावट र दोष जोखिम बढ्दै जाँदा पनि। बजार परिवर्तन भएपछि, मेसिनलाई कम मूल्यमा मात्र ह्यान्डल गर्न सकिन्छ।
उत्पादन, कार्यसम्पादन र गुणस्तर दुवै प्राप्त गर्नु किन प्रायः असम्भव हुन्छ? हामी सबैलाई थाहा छ कि उत्पादन बढाउने दुई तरिकाहरू छन्: छिटो गति र फिडरहरूको संख्या बढी। स्पष्ट रूपमा, फिडरहरूको संख्या बढाउनु हासिल गर्न सजिलो देखिन्छ।
यद्यपि, यदि फिडरहरूको संख्या बढ्यो भने के हुनेछ? निम्न चित्रमा देखाइए अनुसार:
फिडरहरूको संख्या बढेपछि,क्यामेराको चौडाइसाँघुरो हुन्छ र घुमाउरो ठाडो हुन्छ। यदि घुमाउरो धेरै ठाडो छ भने, सुईहरूले गम्भीर घाउ निम्त्याउनेछन्, त्यसैले घुमाउरोलाई सहज बनाउन घुमाउरोको उचाइ कम गर्नुपर्छ।
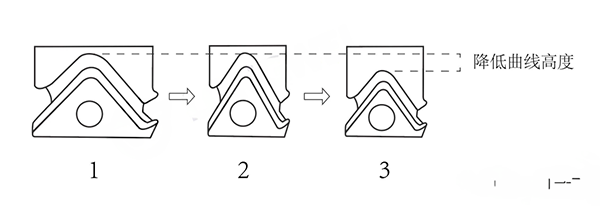
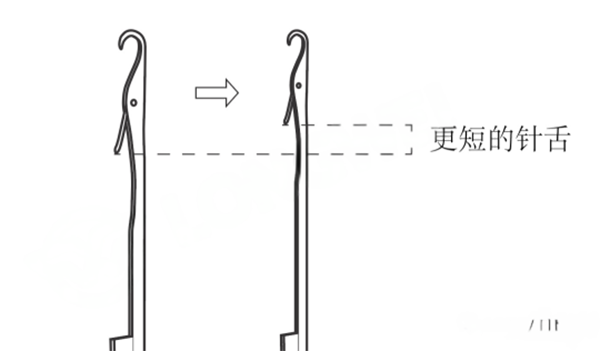
वक्र कम भएपछि,सुईको उचाइतल जान्छ, र लामो सुईको ल्याच बुनाई सुईको कुण्डली पूर्ण रूपमा पछि हट्न सक्दैन, त्यसैले मेसिनले छोटो सुईको ल्याचको बुनाई सुई मात्र प्रयोग गर्न सक्छ।
तैपनि, घटाउन सकिने ठाउँ सीमित छ। त्यसकारण, उच्च फिडर मेसिनको कुना घुमाउरो सधैं अपेक्षाकृत ठाडो हुन्छ। यसको अर्थ टाँकाहरूको पहिरन गति पनि छिटो हुनेछ।
कपासको धागो उत्पादन गर्दा र लाइक्रा थप्दा छोटो सुईको लच भएको सुई चलाउन गाह्रो हुनेछ।
साँघुरो कुना घुमाउरो र गज नोजलको सानो ठाउँको कारणले गर्दा, मेसिनलाई समय स्थिति समायोजन गर्न गाह्रो हुन्छ। विभिन्न कारकहरूले मेसिनको एकल प्रयोगमा उच्च संख्यामा फिडरहरू र कमजोर अनुकूलन क्षमता निम्त्याउँछन्।
(२) उच्च फिडर संख्या र उच्च उत्पादनले उच्च नाफा ल्याउँदैन।
फिडरहरूको संख्या जति बढी हुन्छ, मेसिनको प्रतिरोध जति बढी हुन्छ, बिजुली खपत त्यति नै बढी हुन्छ। ऊर्जा संरक्षणको नियम सबैले बुझ्छन्।
फिडरहरूको संख्या जति बढी हुन्छ, मेसिन एउटै सर्कलमा जति बढी चल्छ, सुईको ल्याच खोल्ने र बन्द गर्ने समय त्यति नै बढी हुन्छ, फ्रिक्वेन्सी त्यति नै छिटो हुन्छ र सुईको आयु पनि त्यति नै छोटो हुन्छ। र यसले बुनाई सुईको गुणस्तर परीक्षण गर्छ।
सुई खोल्ने र बन्द गर्ने आवृत्ति जति बढी हुन्छ, कपडाको सतहमा अस्थिर कारकहरूको सम्भावना त्यति नै बढी हुन्छ र जोखिम पनि त्यति नै बढी हुन्छ।
उदाहरणका लागि: ९६-फिडर मेसिनहरूले सुईको ल्याच खोल्ने र बन्द गर्ने सर्कल ९६ पटक, प्रति मिनेट १५ घुमाउने, २४ घण्टा खोल्ने र बन्द गर्ने समय चलाउँछन्: ९६*१५*६०*२४=२०७३६०० पटक।
१५८-फिडर मेसिनले सुईको ल्याच खोल्ने र बन्द गर्ने सर्कल १५८ पटक, प्रति मिनेट १५ घुमाउने, २४ घण्टा खोल्ने र बन्द गर्ने समय चलाउँछ: १५८*१५*६०*२४=३४१२८०० पटक।
त्यसैले, सुई बुन्ने समय वर्ष-दर-वर्ष घट्दै गएको छ।
(३) त्यस्तै गरी, प्रतिरोध र घर्षणसिलिन्डरपनि ठूलो छ, र सम्पूर्ण मेसिनको फोल्डिङ गति पनि छिटो छ।
यस अवस्थामा, यदि प्रशोधन शुल्क समय वा परिक्रमण द्वारा गणना गरिन्छ भने, यी घाटाहरू अफसेट गर्न सम्बन्धित बहु प्रशोधन शुल्क हुनुपर्छ। वास्तवमा, यदि यो धेरै जरुरी अर्डर होइन भने, प्रशोधन शुल्क प्रायः फिडरहरूको संख्याको समान मूल्यमा पुग्न सक्दैन।
उच्च मेसिन शुद्धता र शुद्धता र अधिक उचित डिजाइनबाट प्राप्त हुने वास्तविक उच्च उपज। चलाउँदा मेसिनलाई थप ऊर्जा-कुशल बनाउनुहोस्, कार्यसम्पादनलाई अझ स्थिर र भरपर्दो बनाउनुहोस्, र बुनाई सुईको लामो सेवा जीवन प्राप्त गर्न घिस्रने र घर्षण कम गर्नुहोस्। राम्रो कपडा गुणस्तर र अनावश्यक घाटा कम गर्नुहोस्।
पोस्ट समय: जनवरी-१९-२०२४